
Despite being one of the world’s most universally beloved snack foods, potato chips carry a fair bit of historic baggage from their traditionally unflattering portrayal as a poster child for unhealthy eating and poor nutritional habits.
But thanks to companies like Naturally Homegrown Foods of Surrey, B.C., legions of Canadian consumers with a shared fondness for the thin, seasoned potato slices cooked to crispy, crunchy perfection can rest easy knowing that not all potato chips are created equal—far from it.
As the only potato chip manufacturer operating in all of British Columbia, the privately-owned company’s unique kettle-cooking process and their use of all-natural ingredients have enabled it to cultivate a strong and loyal fan base among Canadian consumers increasingly looking for innovative better for you (BFY) snacking options without compromising on the taste, quality, and overall gratification they crave from their favorite munchies.
Originally launched in 1998, the company’s flagship Hardbite™ brand of potato chips, recently expanded to include root vegetable chips in its portfolio, ticks many of the boxes that make it an attractive choice in today’s marketplace which is driven by a pronounced trend towards health and wellness and sound nutritional awareness.
No GMOs? Check. No transfats? Check. Gluten-free? Check. Peanut-free? Check. Kosher-certified? Check. No artificial ingredients or preservatives? Double-check.

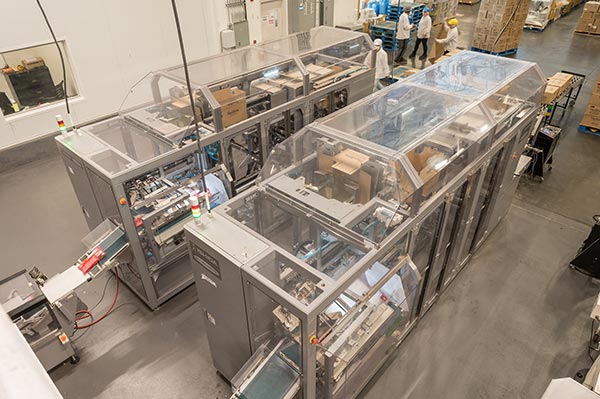
The state-of-the-art Ishida CCW-RV multihead weighers are key to the continuous high-speed batch production process that provides gentle product handling and optimal weighing precision to reduce product giveaway and to ensure high yields.

The Ishida Inspira vertical bagmaking system packages Hardbite brand chips in flexible pillow-packs at speeds of over 100 packs per minute, depending on bag size.

The Ishida ACP-701R multifunctional case packer is capable of packing up to 150 packs per minute.
 “The consumer(s) (are) seeking brands that they can trust and (that) align with who they are,” says Naturally Homegrown Foods President and co-owner Kirk Homenick, who acquired the Hardbite business from its original founder in 2011.
“The consumer(s) (are) seeking brands that they can trust and (that) align with who they are,” says Naturally Homegrown Foods President and co-owner Kirk Homenick, who acquired the Hardbite business from its original founder in 2011.
“One key area that the consumer is currently seeking is transparency as it relates to ingredients,” Homenick says.
“Trust is an increasing attribute that consumers are seeking today, and we address this through our Non-GMO Project verification and by sourcing (ingredients) as close to our facility as possible.”
Kettle-cooked via a consistent batch process to ensure a superior taste profile and a healthy satisfying crunch in every bite, the Hardbite brand enjoyed early local success among health-conscious West Coast consumers, but the fledgling upstart lacked the capital resources and marketing clout to really grow the brand outside of its home confines.
That all changed when Homenick and his business partner took over the company and renamed it as Naturally Homegrown Foods, while leveraging the Hardbite anchor brand’s growing popularity to make significant market share gains by introducing exciting new flavor varieties and high-impact brand packaging inspired by Mother Nature and the great outdoors.
With pack sizes ranging from single- serve 150-gram pillow-packs to club store multipacks containing up to 32 bags in assorted flavor varieties, “(W)e offer a broad range of SKUs (stock-keeping units) to appeal to different consumers and snacking occasions,” Homenick states.
“Our SKUs range in different flavor profiles and pack sizes,” says Homenick, citing Hardbite All Natural and Hardbite Salt & Vinegar as the company’s bestselling flavors.
“That said, we have seen tremendous consumer demand for new and innovative flavors,” Homenick relates, pointing to recent market launches of the new Hardbite Spicy Dill Pickle, Apple Cider Vinegar, and Spicy Ketchup varieties.
In addition to expanding its ”classic” Hardbite range of potato chips, the company has also diversified into the production of chips made from root vegetables, such as carrot, beet, and parsnip, while also introducing a new range of BFY potato chips kettle-cooked in avocado oil.
The growing product portfolio and warm market reception has enabled Naturally Homegrown to secure national distribution for its brands across Canada, Homenick relates, while also opening up new export opportunities to enter the fast-growing global market estimated at US$32.2 billion in 2020.
“We have benefited from strong brand awareness and heritage in the Western Canadian geography, which is our home base,” Homenick relates.
“We have also historically expanded our geographic reach into Eastern Canada and U.S markets,” Homenick adds.
“Most recently we have gained significant distribution in Japan, Taiwan, and South Korea,” he confides, “and we will be launching in Australia by the end of 2022.”
Not surprisingly, all this robust product development and marketing activity gained momentum around the same time that the company began making major capital upgrades to its manufacturing operation with a continuous influx of automated processing and packaging equipment to cut labor costs and to boost line efficiencies and productivity.
The company’s comprehensive capital upgrades over the last several years have resulted in a complete transformation of Naturally Homegrown from a boutique niche manufacturer into a highly competent and competitive snack food manufacturer capably holding its own against huge multinational brand-owners dominating the current industry landscape.
“The snack food industry is large and highly competitive,” says Homenick, citing Frito-Lay, Campbell Soup, Old Dutch Foods, Hain Celestial, UTZ Brands, and Kellogg as perennial industry heavyweights.
“Nevertheless, regional brands do have advantages in the areas where they produce,” he points out, “because value and brand loyalty are very important consumer attributes in those home markets."
“Consumer decision triggers in the snack market can be very impulsive,” he says, “and they are often based on product value, price, brand recognition, and loyalty.”
Homenick says he is especially upbeat on the company’s prospects in coming months and years following completion of a milestone move of its manufacturing operations this past spring to a brand-new, 43,000-square-foot production facility in Surrey, roughly a half-hour drive from downtown Vancouver, employing about 85 full-time staff.
“One of the big strategic advantages of this facility is that we are located close to a number of our key customers, as well as suppliers of our ingredients,” says Homenick, crediting local engineering services provider LaPorte Engineering for the first-rate project management expertise in laying out the new facility and in commissioning new equipment
“We are very grateful for the support that they provided us,” says Homenick, adding the new plant has been consistently running three daily shifts around-the- clock since coming online.
Having already completed a third-party Hazardous Analysis Critical Control Points certification, the new facility is planning to complete the globally recognized Safe Quality Foods certification audit by the end of this year, says Homenick, adding the new facility has been designed and built with sufficient room to accommodate future capacity expansions.
“We currently have three packaging lanes in the facility,” he says, “which allows us to produce a variety of different flavors and of pack styles simultaneously."
“We have made significant changes to our operations over the past five years,” Homenick relates, “as we have completely automated our packaging area.”
Says Homenick: “Packaging really is the face of our brand and our best way to communicate with our consumers."
“I expect our packaging will continue to evolve in the coming years,” he states.
“I also anticipate that we will see advances in packaging that address the recyclability of the materials that the snack industry uses, while enhancing shelf-life and product quality.”
Last year, Naturally Homegrown’s packaging savvy and expertise received prestigious industry acclaim and recognition by winning the coveted Canadian Grand Prix Best New Product Award of the Retail Council of Canada in the Savory Snacks category for its large-format club-style explorer pack multipack comprising 32 bags of the company’s bestselling chip flavor varieties—including Rock Salt & Vinegar, Spicy Dill Pickle, Ketchup, and Wild Onion & Yogurt flavors.
Says Homenick: “Over the course of the past five years our organization has diligently grown the Hardbite brand of snack food products, increasing distribution and launching new products."
“We are on-trend with our brand attributes of offering BFY options, along with innovative flavors and pack sizes to meet our consumers’ needs.”
To get the new plant to run immediately at full production mode without incurring any downtime at its former existing location, Naturally Homegrown worked closely with Heat and Control Canada Inc., headquartered in Cambridge, Ont., to acquire and to install high-performance packaging and processing equipment—raising the new facility’s line and process efficiencies to world-class levels.
Heat and Control Canada is the Canadian subsidiary of Heat and Control Inc. Based in Hayward, CA, the renowned food manufacturing technologies group is one of the world’s leading manufacturers and distributors of modern industrial processing, coating, seasoning, conveying, weighing, packaging, inspection, and controls systems—offering best-of-breed food production technologies as stand- alone machines or as fully-integrated, custom-engineered end-to-end line solutions.
As Heat and Control Canada General Manager Chris Jenkins recalls, “The recent move to a new location this past spring required careful coordination, since Naturally Homegrown needed to keep production running at the old plant while they installed and commissioned the new facility.”
Despite the many logistical challenges unleashed by the COVID-19 outbreak, Jenkins and his team worked tirelessly with Naturally Homegrown to develop a high-speed, end-to-end packaging and product inspection solution capable of continuously handling up to 120 bags per minute.
“The Heat and Control after-sales support, including project management and on-site field service technicians, made our job much easier at a time when everyone continued to deal with COVID-19 related travel issues and shipping industry delays,” Jenkins recalls.
“Like a lot of food manufacturers today, Naturally Homegrown recognizes the advantages of increased automation and the improved efficiencies associated with total system solutions,” Jenkins relates.
The chip-making process at the Surrey plant begins with the arrival of raw potatoes and vegetables, which are quickly sorted, washed, and pre-processed before being placed inside the batch kettle fryers in the plant’s processing area.
After the product is sorted again to remove any defects, namely undercooked or overcooked chips, the cooked product is accumulated, seasoned according to recipe, and moved on to the packaging area where it is packed inside pillow bags and into boxes or display-ready shipping containers.
 To make the process run as smoothly as possible while ensuring optimal product safety, Heat and Control designed and assembled a high-performance integrated packaging solution comprising:
To make the process run as smoothly as possible while ensuring optimal product safety, Heat and Control designed and assembled a high-performance integrated packaging solution comprising:
Joining the two existing Ishida Astro series bagmakers moved in from the company’s previous production facility in Maple Ridge, B.C., the Inspira bagmaker features a splice table lightbar for easier and faster film splicing, simpler film feed with fewer rollers, and error-free forming of block-bottom gusseted, hem-seal, and pillow bags, with fully automated film centering and tension adjustment. According to Homenick, “We are excited to adopt the Ishida Inspira in our new facility."
According to Homenick, “We are excited to adopt the Ishida Inspira in our new facility."
“We have seen a shift in consumer demands towards portion and snack-sized packs,” he says, “and the Inspira machine’s throughput rate of more than 100 bags per minute is very important to us."
“In the past these smaller sizes were difficult to pack efficiently,” Homenick notes, “but the new Inspira will allow us to stay on top of these consumer trends and needs going forward.”
 Allowing users to store up to 500 pre-set case and bag sizes, pack patterns and other key variables via its large color touchscreen human-machine interface terminal, the versatile case packer can be automatically set up in less than three minutes without any tools or other manual operation—eliminating the risk of human errors and related downtime.
Allowing users to store up to 500 pre-set case and bag sizes, pack patterns and other key variables via its large color touchscreen human-machine interface terminal, the versatile case packer can be automatically set up in less than three minutes without any tools or other manual operation—eliminating the risk of human errors and related downtime.
“We have been very happy with the new Ishida automatic case packer,” says Homenick, adding he was already impressed by the performance of the model ACP-700 case packer that the company had previously installed at its old plant.
“In the current environment where there has been a notable scarcity of labor in the marketplace, we have found that the ACPs have been critical for us to maintain our production run rates,” Homenick states.
To ensure optimal product quality and safety at all stages of the packaging process, Heat and Control also installed a pair of model THS/G21E drop-through metal detectors, manufactured in Italy by CEIA SpA, which are fully integrated with the Ishida weighscales and bagmakers to ensure reliable detection and removal of even the tiniest metallic particles that may have found their way into the product flow.
“It really provides a valuable ‘peace of mind’ for the Hardbite quality control team,” Jenkins points out, also citing incorporation of an Ishida model TSC-RVS bag thickness and seal checker at the entry point into the ACP-700 automatic case packer.
Says Jenkins: “As the leading snack food packaging team, Heat and Control and Ishida are both very familiar with high-speed packaging, but the Hardbite packaging film was a real challenge."
“It’s thick and makes a uniquely attractive bag,” he says, “but it’s not the easiest film to process at high speeds."
“Sending film to the Heat and Control packaging division office facility in Lancaster, Pennsylvania, and also to Ishida in Japan for testing was all part of a thorough process to ensure that Naturally Homegrown reached their production and quality targets,” Jenkins relates, “and that they were totally satisfied with the Ishida system solution."
“At this stage, I am pleased to report that Hardbite is reaching all the expected targets in terms of output, manpower savings, and overall efficiency associated with the Ishida high-speed packaging system.”
Homenick concurs: “All Heat and Control equipment comes with a level of confidence that (it) will perform in a trusted manner."
“We feel extremely grateful for the ongoing support that we have received from their team over the years as they have helped support our growth.”
For his part, Heat and Control’s Jenkins is also proud of the trust, rapport, and comfort levels that his company has built up with Naturally Homegrown.
“The experience of continuing to work with a unique outfit like Naturally Homegrown has been very rewarding for us at Heat and Control,” he states.
“Kirk and his team are extremely knowledgeable and are very forthcoming with their challenges as they continue to grow their business."
“I believe Heat and Control is uniquely positioned in the industry to provide them with not only equipment solutions,” Jenkins concludes, “but also with an abundance of knowledge to help the Hardbite team solve any issues they may encounter with the various equipment they have acquired over the years.”
Credits: Canadian Packaging
By George Guidoni, Editor
Photos by David Buzzard
Select a department to email:
